پرینتر سه بعدی FDM چیست؟
پرینت سه بعدی رسوب ذوب شده شده یا به اختصار پرینت سه بعدی FDM، یک روش اکستروژن مواد برای تولید افزودنی است که در آن مواد اولیه از طریق یک نازل اکسترود میشوند و برای ایجاد اشیاء سه بعدی به یکدیگر متصل میشوند.
به طور خاص، فرآیند “استاندارد” FDM با استفاده از ترموپلاستیک ها به عنوان مواد اولیه، معمولاً به شکل رشته ها یا گلوله ها، خود را از سایر تکنیک های اکستروژن مواد، مانند پرینت سه بعدی بتن و مواد غذایی متمایز می کند.
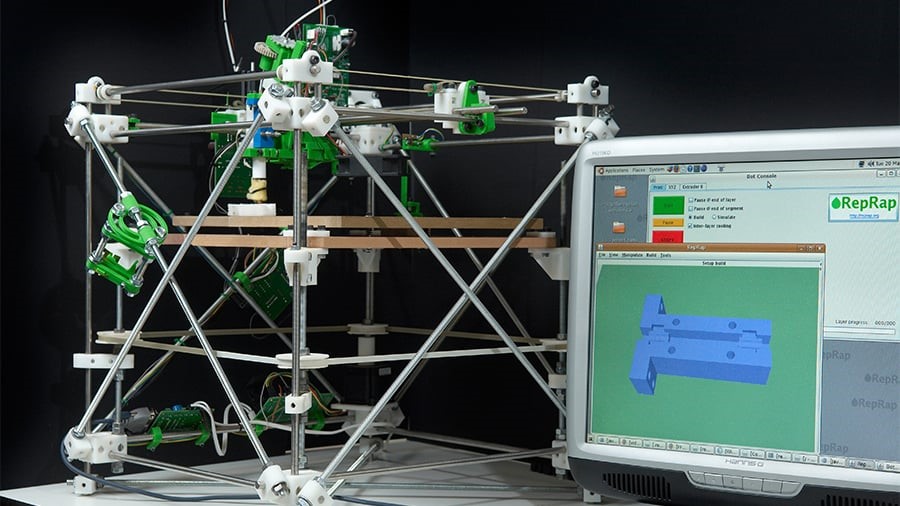
بنابراین، یک پرینتر سه بعدی FDM معمولی، رشتهای مبتنی بر پلیمر را میگیرد و آن را از طریق یک نازل گرم میکند، که مواد را ذوب میکند و در لایههای دوبعدی روی پلتفرم ساخت(هیت بد) میگذارد. در حالی که هنوز گرم هستند، این لایه ها با یکدیگر ترکیب می شوند تا در نهایت یک قطعه سه بعدی ایجاد کنند.
به طور کلی به عنوان ساده ترین راه برای پرینت سه بعدی پذیرفته شده است. پرینت سه بعدی FDM، در دسترس، کارآمد و بسیار محبوب است.
پرینترهای سه بعدی FDM بر بازار پرینت سه بعدی تسلط دارند، به طور قابل توجهی ساده تر از پرینت سه بعدی رزینی و بسیار ارزان تر از روش های مبتنی بر پودر مانند SLS هستند.
در این مقاله، ما این فرآیند پرینت سه بعدی تحسین شده را بررسی خواهیم کرد و به جزئیات در مورد عملکرد داخلی، امکانات مواد و موارد دیگر خواهیم پرداخت. ابتدا، بیایید دریابیم که چگونه به وجود آمد و در بین سازندگان و علاقمندان محبوب شد.
فهرست مطالب
Toggleتاریخچه پرینتر سه بعدی FDM
در حالی که پرینتر سه بعدی FDM محبوب ترین روش پرینت سه بعدی است، اما می تواند باعث تعجب شود که اولین روش پرینت سه بعدی نبود که اختراع شد. در واقع، این حتی دومین روش پرینت سه بعدی هم نیست.
اسکات کرامپ در سال 1989، سه سال پس از ثبت اختراع برای پرینت سه بعدی استریولیتوگرافی (SLA) و یک سال پس از پرینت سه بعدی پخت لیزری انتخابی (SLS) برای اولین پتنت FDM درخواست کرد. اسکات و همسرش لیزا در ادامه یکی از شرکت های برجسته پرینت سه بعدی، Stratasys را تأسیس کردند.
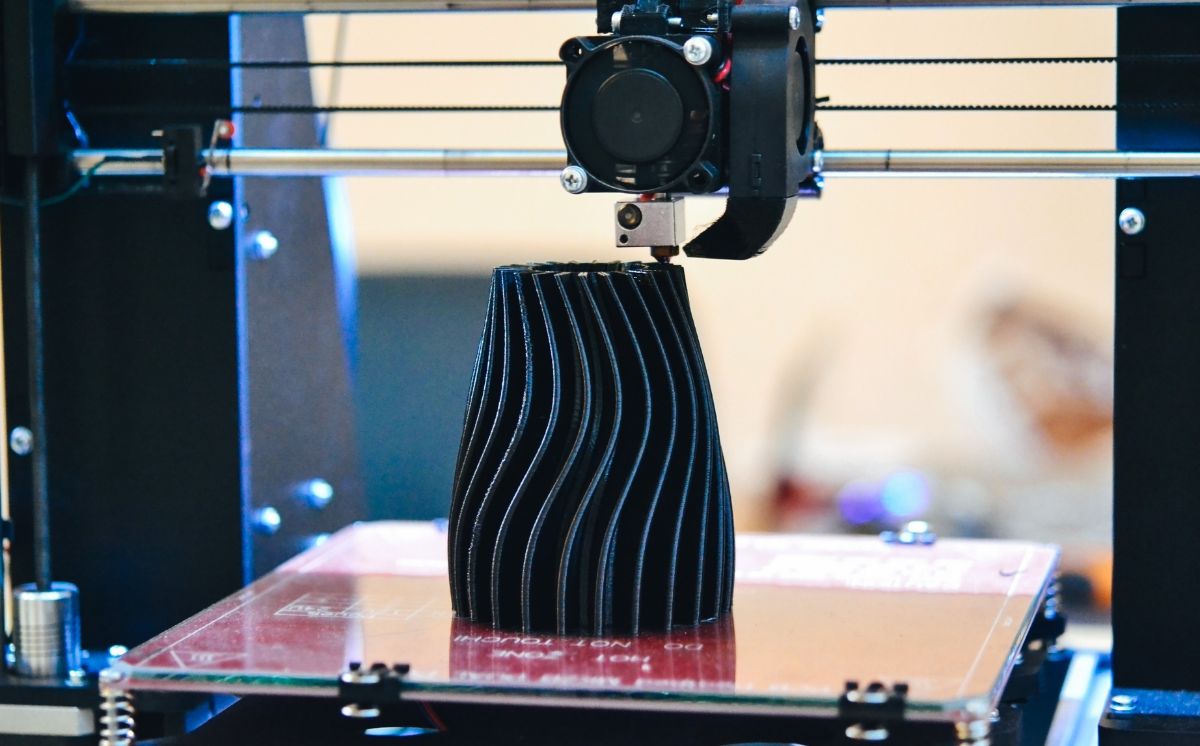
با این حال، پرینت سه بعدیFDM بعداً از طریق جامعه RepRap و تحت نام جایگزین آن، Fused Filament Fabrication (FFF) در بین کاربران غیرتجاری محبوب شد. پروژه RepRap به عنوان یک پروژه آکادمیک در سال 2005 توسط Adrian Bowyer در دانشگاه Bath با هدف اولیه تولید دستگاههای خود تکراری(دستگاه هایی که می توانند قطعات یکدیگر را تولید کنند) آغاز شد.
هنگامی که پتنت پرینتر سه بعدی FDM در سال 2009 منقضی شد، چندین داوطلب سابق RepRap، MakerBot Industries را تأسیس کردند، یکی از اولین شرکت های غیر صنعتی که پرینترهای سه بعدی FDM Open source را بر اساس پروژه منبع باز RepRap تجاری کرد. سایر شرکت های پرینت سه بعدی مانند UltiMaker و Prusa Research نیز سفرهای خود را از جنبش RepRap آغاز کردند. اخیراً، MakerBot و UltiMaker در یک ادغام به نیروهای خود ملحق شده اند.
این شرکت ها و افراد همگی راه را برای بازار وسیع پرینت سه بعدی FDM مصرف کننده و علاقه مندی که امروز داریم هموار کردند.
پرینتر سه بعدی FDM چگونه کار می کند؟
پرینتر سه بعدی FDM یا (FFF) عمدتاً با اکستروژن و رسوب گذاری ترموپلاستیک ها به لایه هایی مشخص می شود که برای ایجاد یک جسم سه بعدی ساخته می شوند. این ممکن است کمی مبهم به نظر برسد، بنابراین اجازه دهید این فرآیند پرینت سه بعدی را با جزئیات بیشتر در اینجا بررسی کنیم.
پرینتر سه بعدی FDM در هسته خود، یک تکنیک نسبتاً ساده ای است. عملکرد اصلی آن توسط دو سیستم مجزا انجام می شود: یکی مسئول اکستروژن و رسوب گذاری و دیگری برای حرکت هد پرینتر سه بعدی. در بخش های بعدی هر دو سیستم را مورد بحث قرار خواهیم داد.
اکسترود در پرینت سه بعدی FDM
نازل گرم می شود و فیلامنت را ذوب می کند تا به لایه ها سپرده شود .
به طور کلی، سیستم اکستروژن و رسوب گذاری در پرینت سه بعدی را می توان به دو مجموعه اصلی تقسیم کرد: “اکسترودر” و “نازل”.
ترموپلاستیک های مورد استفاده در پرینت سه بعدی FDM اغلب به صورت قرقره های رشته ای هستند و اکسترودر وظیفه تغذیه این ماده از قرقره به پرینتر سه بعدی را بر عهده دارد. مانند این، اکسترودر نیز سرعت انباشته شدن مواد در انتهای دیگر را کنترل میکند که اغلب به آن «جریان» میگویند.
از طرف دیگر، قسمت نازل مسئول گرم کردن مواد پلاستیکی متحرک است تا جایی که برای “پاک کردن” از طریق نازل کافی باشد، از این رو نام آن به این دلیل است. این مرحله شامل اجزای مختلفی از جمله کارتریج های گرمایشی، هیت سینک ها و البته نازل ها می شود.
اکسترودر و نازل باید به طور هم افزایی عمل کنند تا مقدار مناسبی از مواد را در دما و حالت فیزیکی مورد نیاز برای انباشتن لایه ها به درستی اکسترود کنند.
انواع اکسترودر پرینتر سه بعدی FDM
وقتی صحبت از اکستروژن در پرینتر سه بعدی می شود، مدل های مختلفی وجود دارد. به عنوان مثال، اکسترودر میتواند درست در کنار نازل متحرک قرار گیرد، در یک راهاندازی که به عنوان اکستروژن مستقیم شناخته میشود، یا میتوان آن را به قاب پرینتر سه بعدی چسباند، و تنها نیاز به یک لوله اتصال برای هدایت رشته فیلامنت به نازل دارد.
مجموعه های هات اند نیز در انواع مختلفی ارائه می شوند. برای مثال، به اصطلاح “مجموعه نازل تمام فلزی”، در مقایسه با سرهای داغ با پوشش PTFE که از یک لوله کوتاه در داخل برای کاهش اصطکاک فیلامنت استفاده میکنند، اجازه میدهند تا دمای بالاتری در نازل برسد. با این حال، لوله، دما را به حداکثر حدود 240 درجه سانتیگراد محدود می کند.
با در نظر گرفتن اکستروژن و رسوب گذاری با هم، سیستم های چند اکستروژن نیز وجود دارد. این اجازه می دهد تا با چندین ماده به طور همزمان کار شود.
مانند همه چیز، هر راهاندازی مزایا و معایب خود را دارد و انتخاب نهایی به سرعت، مواد و کاربردهایی است که پرینتر سه بعدی ارائه میکند.
تیم دکتر پرینتر با ارائه خدمات ارتقا پرینتر سه بعدی می تواند پرینتر های شما را به روز کرده و کارایی و دقت آنها را افزایش دهد.
شما می توانید پرینتر سه بعدی خود را به یک پرینتر سه بعدی با دو نازل ارتقا دهید!!! فقط کافی است با ما تماس بگیرید.
مکانیزم های پرینتر سه بعدی FDM
پرینتر های سه بعدی FDM می توانند اکسترودر های مختلفی داشته باشند، شاید مهم ترین تنوع در طراحی قاب و سیستم حرکت پرینتر سه بعدی وجود داشته باشد.
سیستم حرکتی پرینتر سه بعدی FDM وظیفه جابجایی مجموعه نازل در فضای پرینتر سه بعدی را بر عهده دارد تا مواد ذوب شده را بر این اساس قرار دهد. در کوچکترین سطح، اجزای هدایت این حرکت اغلب از استپر موتور ها، راهنماهای خطی، لیداسکرو و سیستم های تسمه ای می آیند.
جابجایی نازل می تواند به روش های مختلفی وجود داشته باشد. برای شروع، اجازه دهید انواع مکانیزم مختلف را بر اساس سیستم مختصات عملیاتی آنها مشخص کنیم. تا حد زیادی، سیستم مختصات غالب برای پرینترهای سه بعدی دکارتی است، که در آن موقعیت با سه مختصات خطی(X-Y و Z) مشخص میشود. با این حال، دسته کوچکی از پرینترهای سه بعدی FDM وجود دارند که از سیستم مختصات قطبی استفاده می کنند که از مقادیر خطی و زاویه ای برای توصیف موقعیت فیزیکی استفاده می کند.
انواع پرینترهای سه بعدی دکارتی
پرینتر های سه بعدی دکارتی را میتوان از نظر سیستم حرکتی دسته بندی کرد.
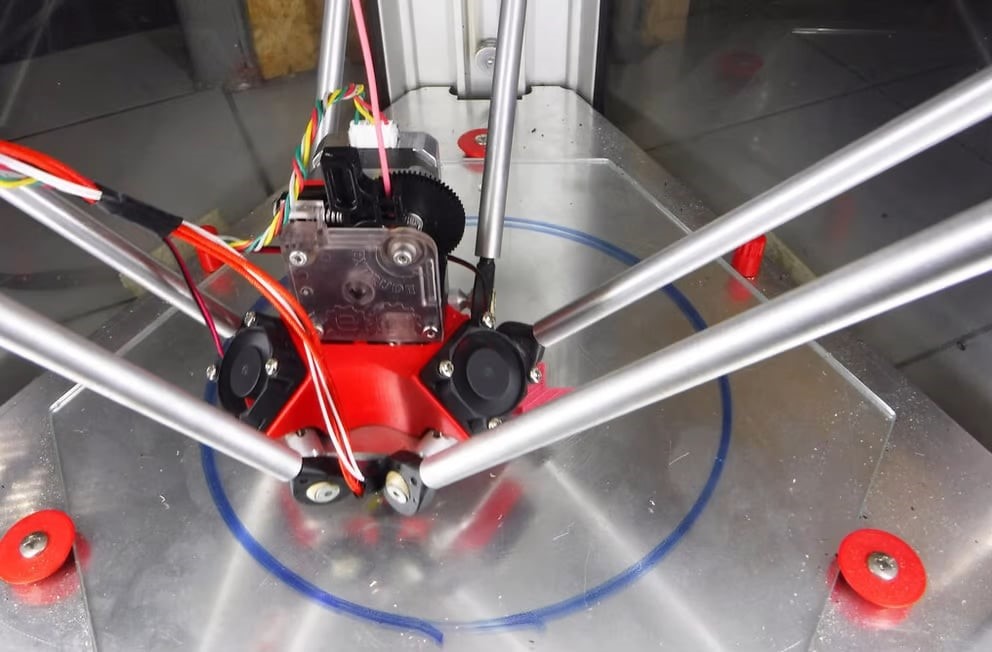
به عنوان مثال، پرینترهای سه بعدی دلتا از ریل های عمودی و سه بازوی کنترل شده مستقل که به نازل متصل هستند، استفاده می کنند و همه با هم حرکت می کنند تا نازل را مطابق با آن قرار دهند.
پرینترهای سه بعدی SCARA زیرمجموعه دیگری از ماشینهای دکارتی هستند که از بازوهای افقی برای انجام حرکات مسطح استفاده میکنند.
با این حال، این احتمال وجود دارد که اگر در زندگی روزمره با یک پرینتر سه بعدی روبرو شوید، این یک دستگاه به سبک دکارتی مستطیل خواهد بود. در اینجا، شما سرو موتور هایی دارید که حرکت را صرفاً در امتداد محورهای X، Y- و Z با استفاده از سیستمی از پیچ، تسمه و قرقره هدایت می کنند. چندین نوع قابل شناسایی وجود دارد که در این دسته قرار میگیرند، که برخی از آنها پرطرفدار عبارتند از هد Cartesian-XZ به سبک i3 و پرینترهای سه بعدی CoreXY.
اخیراً نوع جدیدی از پرینترهای سه بعدی FDM به وجود آمده است: پرینترهای سه بعدی کمربندی. این پرینت سه بعدی پیوسته را ارائه می دهد، به این معنا که هیت بد مانند یک تسمه نقاله در یک خط تولید حرکت می کند و اجازه می دهد تا قطعات غیر معمول طولانی تولید شوند یا چندین قسمت به طور مداوم تکرار شوند.
مزایا و معایب پرینتر سه بعدی FDM
پرینتر سه بعدی FDM مزایای متعددی نسبت به سایر روش های پرینت سه بعدی دارد، اما دارای معایبی نیز می باشد. بیایید مزایا و معایب آن را در مورد عملکرد پرینت سه بعدی و کیفیت کلی قطعات در مقایسه با سایر فناوی های پرینت سه بعدی رایج فهرست کنیم.
بررسی عملکرد FDM در پرینت سه بعدی
مزایای پرینت سه بعدی FDM:
مقیاس پذیری یکی از مهم ترین مزایای پرینت سه بعدی FDM است. برخلاف پرینترهای سه بعدی رزینی، پرینتر های سه بعدی FDM را می توان به راحتی در هر اندازه ای بزرگ کرد، زیرا تنها محدودیت، حرکت هر دروازه است. یکی از بارزترین مزایای داشتن یک طراحی با مقیاس پذیری آسان، نسبت هزینه به اندازه است. به دلیل هزینه کم قطعه و طراحی ساده، پرینترهای FDM به طور مداوم بزرگتر و ارزان تر می شوند. شما اگر به دنبال یک پرینتر سه بعدی ارزان هستید حتما از پرینتر سه بعدی FDM استفاده کنید.
در مورد هزینه، فیلامنت های FDM معمولی تا حد زیادی ارزان ترین مواد پرینت سه بعدی هستند، به ویژه در مقایسه با سایر روش های پرینت سه بعدی، مانند SLS و پرینت سه بعدی رزین.
مزیت دیگر در مورد مواد انعطاف پذیر است. بر روی هر پرینتر FDM ، طیف گسترده ای از مواد گرانول و رشته های عجیب و غریب را می توان با ارتقاء و اصلاح نسبتا کمی پرینت کرد، و این را نمی توان در مورد سبک های دیگر گفت که مواد باید رزین یا پودر ریز باشد.
در نهایت، تجربه کلی با پرینت سه بعدی FDM بسیار بهتر از رزین و SLS است. در پرینت سه بعدی FDM شما فقط باید ساپورت های موجود بر روی قطعه نهایی را جدا کنید و اگر بر روی سطح قطعه نهایی خود حساس خستید می توانید آن را با استفاده از مواد مخصوص پولیش کنید.
در پرینت سه بعدی FDM مرحله پخت اضافی وجود ندارد. پس از اتمام فرآیند پرینت، قطعات شما آماده کار هستند.
معایب پرینت سه بعدی FDM:
پرینت سه بعدی FDM بدون عیب نیست. به دلیل سادگی و هزینه کلی اجزای آن، پرینترهای FDM اغلب نیاز به دستکاری و تنظیم زیادی (یعنی تراز کردن بستر) دارند تا به سطح اطمینان و کیفیت سایر روش های پرینت سه بعدی برسند.
برخلاف رزین و SLS پرینت سه بعدی FDM به شدت به حرکت فیزیکی متکی است. در نتیجه، علاوه بر کالیبراسیون، بسیاری از اجزای پرینتر سه بعدی FDM نیاز به تعمیر و نگهداری و توجه منظم دارند: کشش تسمه، تمیز کردن اکسترودر، روغن کاری ریل، و حتی تعویض قطعات مانند نازل.
در نهایت، پرینت سه بعدیFDM به شدت به کیفیت مواد اولیه وابسته است. دقت ابعادی ضعیف در یک فیلامنت میتواند منجر به چندین مشکل اکستروژن شود و ترکیب شیمیایی پلاستیک نیز میتواند فرآیند پرینت سه بعدی را مشکلساز کند. بعلاوه، قرقره های فیلامنتی باید به طور مناسب نگهداری شوند تا از جذب رطوبت جلوگیری شود زیرا بر فرآیند پرینت نیز تأثیر می گذارد.
بررسی کیفیت پرینت سه بعدیFDM
نکات مثبت در کیفیت پرینت FDM:
کیفیت پرینت سه بعدی فقط به ظاهر بستگی ندارد. عملکرد مکانیکی نیز در اینجا اهمیت دارد، و FDM ارزش زیادی برای تولید قطعات عملکردی قوی و بادوام دارد، به خصوص در مقایسه با قطعات شکننده تولید شده توسط پرینت سه بعدی رزین.
پرینت سه بعدی FDM نیز بسیار متنوع است زیرا کیفیت پرینت سه بعدی را می توان به نفع سرعت و حتی استحکام قربانی کرد و آن را به ابزاری عالی برای تولید قطعات زیبایی شناختی دلپذیر و قطعات کاربردی تر و سخت تر تبدیل می کند.
با توجه به این موضوع، با تنظیم مناسب کالیبراسیون و تنظیمات اسلایسر، پرینترهای سه بعدی FDM می توانند به سطحی از کیفیت پرینت دست یابند که با توجه به هزینه دستگاه و فیلامنت، حتی در مقایسه با SLS و برخی پرینترهای سه بعدی رزین، شگفت انگیز است.
اگرچه قبلاً ذکر شد، انعطاف پذیری و در دسترس بودن مواد مختلف FDM نیز در اینجا نقش مهمی ایفا می کند. یک پرینتر سه بعدی FDM تنها با تغییر نوع فیلامنت (همانطور که در ادامه خواهیم دید) می تواند قطعاتی با خواص و ظاهر کاملاً متفاوت تولید کند.
نکات منفی در کیفیت پرینت FDM:
با این حال، اگر زیبایی شناسی کلی و کیفیت سطح مورد نیاز باشد، پرینت سه بعدیFDM می تواند مشکل ساز باشد. از آنجایی که مواد در لایههایی با ضخامت از پیش تعریفشده خاصی اکسترود میشوند، پرینتهای سه بعدی دقیق به سختی به دست میآیند و اغلب برای به دست آوردن ظاهری حرفهای و تمام شده، پس از پردازش (پولیش) زیادی نیاز دارند.
گاهی اوقات پرینت سه بعدی قطعات کوچک با پرینتر های FDM نیز غیرممکن است. از آنجایی که اندازه نازل استاندارد 0.4 میلی متر است، هر جزئیات ریز تری نیاز به تعویض نازل دارد (تا 0.2 میلی متر)، و حتی در این صورت، به سادگی نمی تواند دقت و شفافیت رزین و پرینت سه بعدی SLS را شکست دهد.
یکی دیگر از نقاط ضعف پرینت سه بعدی FDM این است که آنها یک نقطه ضعف ذاتی در پرینت ایجاد می کنند که در آن هر لایه به هم متصل می شود. می توان استدلال کرد که این برای هر فرآیند پرینت سه بعدی صادق است. در حالی که این شرایط برای پرینت سه بعدی FDM بدتر است، زیرا استحکام اتصال بین لایه ها کمتر است.
فیلامنت های پرینتر سه بعدی FDM

طیف گسترده ای از فیلامنت برای پرینتر های سه بعدی FDM وجود دارد که از نظر رنگ، ترکیب شیمیایی، اندازه و سایر موارد متفاوت هستند.
در طول این مقاله، مواد اولیه برای پرینت سه بعدی FDM را ذکر کرده ایم که توسط بسیاری به سادگی به عنوان رشته شناخته می شود. و این دقیقاً همان چیزی است که وجود دارد: یک رشته طولانی از مواد مبتنی بر پلیمر که در یک قرقره پیچیده شده است.
طبق قرارداد، قطر رشته فیلامنت 1.75 یا 2.85 میلی متر است و این بستگی به مجموعه اکستروژن پرینتر سه بعدی دارد. شایان ذکر است که یک اکسترودر 1.75 میلی متری فقط این اندازه رشته را می گیرد.
متداول ترین رشته ها برای FDM عبارتند از PLA، PETG و ABS در این ترتیب خاص PLA شاید ساده ترین ماده برای پرینت سه بعدی با FDM باشد و همچنین زیست تخریب پذیر و بدون بو است. نقطه ضعف آن مقاومت کم آن در برابر حرارت است که با دمای 60 درجه سانتی گراد نرم می شود.
از سوی دیگر، PETG مقاومت دمایی بسیار بهتری را ارائه میکند، اما میتواند برای پرینت سهبعدی کمی دردسرساز باشد، زیرا بسیار مستعد تراوش و زهکشی است. ABS در خواص مکانیکی حرف اول را می زند، اگرچه پرینت سه بعدی بدون محفظه پرینتر می تواند سخت باشد. گفتنی است که ABS دودهای سمی را در طول فرآیند پرینت آزاد می کند، به همین دلیل است که به یک محفظه نیاز است.
با تمام آنچه گفته شد، تجربه هر یک از این مواد ممکن است با هر کاربر خاص، تجهیزات، و به ویژه با سازنده فیلامنت متفاوت باشد.
همانطور که گفته شد، یکی از مزیت های بزرگ پرینت سه بعدی FDM، انعطاف پذیری مواد و در دسترس بودن آن در بازار است. مواد عجیب و غریب و عجیبی در دسترس هستند، مانند رشته های فلزی، پلاستیک های فیبر کربنی، مواد درخشان در تاریکی و حتی ترموپلاستیک های لاستیکی مانند TPU .
شما می توانید در مقاله انواع مواد اولیه بیشتر راجب فیلامنت ها و رزین ها بخوانید.
نتیجه گیری
بازار پرینترهای سه بعدی FDM بسیار بزرگ است، بنابراین بهتر است ابتدا اولویت های خود را مشخص کنید.
اگر فکر می کنید FDM برای شما مناسب است یا کاملاً در پرینت سه بعدی تازه کار هستید، شاید زمان آن رسیده است که دستگاهی را برای خرید در نظر بگیرید.
برای مشاوره و خرید پرینتر سه بعدی با دکتر پرینتر در ارتباط باشید.
بیایید فرض کنیم شما در بازار پرینتر هستید: از کجا شروع کنیم؟
اولین چیزی که باید در نظر بگیرید این است که چرا به پرینتر سه بعدی نیاز دارید. آیا می خواهید به جمع سازندگان بپیوندید، درباره این فناوری اطلاعات بیشتری کسب کنید، یا از آن به روش های تجاری یا حرفه ای استفاده کنید؟
دومین چیزی که باید به آن فکر کنید این است که چه نوع قطعاتی را پرینت سه بعدی خواهید کرد. آیا به قطعات تزئینی و با ظاهر سرگرم کننده فکر می کنید؟ یا به پرینتری نیاز دارید که بتواند مواد با کارایی بالا را برای قطعات کاربردی مدیریت کند؟