پرینتر سه بعدی SLS چیست – پرینت سه بعدی

پرینت سه بعدی پخت انتخابی با لیزر (SLS) به دلیل توانایی آن در تولید قطعات قوی و کاربردی مورد اعتماد مهندسان و تولیدکنندگان در صنایع مختلف است.
در این راهنمای گسترده، فرآیند پرینت سه بعدی به روش پخت انتخابی با لیزر (SLS) ، سیستمها و مواد مختلف موجود در بازار، گردش کار برای استفاده از پرینتر های سه بعدی SLS ، برنامههای کاربردی مختلف و زمان استفاده از پرینت سه بعدی SLS نسبت به سایر تولیدات افزودنی و سنتی را پوشش خواهیم داد.
فهرست مطالب
Toggleپرینت سه بعدی پخت انتخابی با لیزر (SLS) چیست؟
پخت انتخابی با لیزر (SLS) یک فناوری ساخت افزودنی است که از لیزر پرقدرت برای تبدیل ذرات کوچک پودر پلیمر به یک ساختار جامد بر اساس مدل سه بعدی استفاده می کند.
پرینت سه بعدی SLS چندین دهه است که یک انتخاب محبوب برای مهندسان و تولیدکنندگان بوده است. هزینه پایین هر قطعه، بهرهوری بالا و مواد ثابت، این فناوری پرینت سه بعدی را برای طیف وسیعی از کاربردها از نمونهسازی سریع گرفته تا تولید دستهای کوچک، و محصولات سفارشی ایده آل می سازد.
پیشرفتهای اخیر در ماشینآلات، مواد و نرمافزار، پرینت سه بعدی SLS را برای طیف وسیعتری از کسب و کارها در دسترس قرار داده است و شرکتهای بیشتری را قادر میسازد از این ابزارها استفاده کنند که قبلاً به چند صنعت با فناوری پیشرفته محدود میشدند.
پرینتر سه بعدی SLS چگونه کار می کند؟
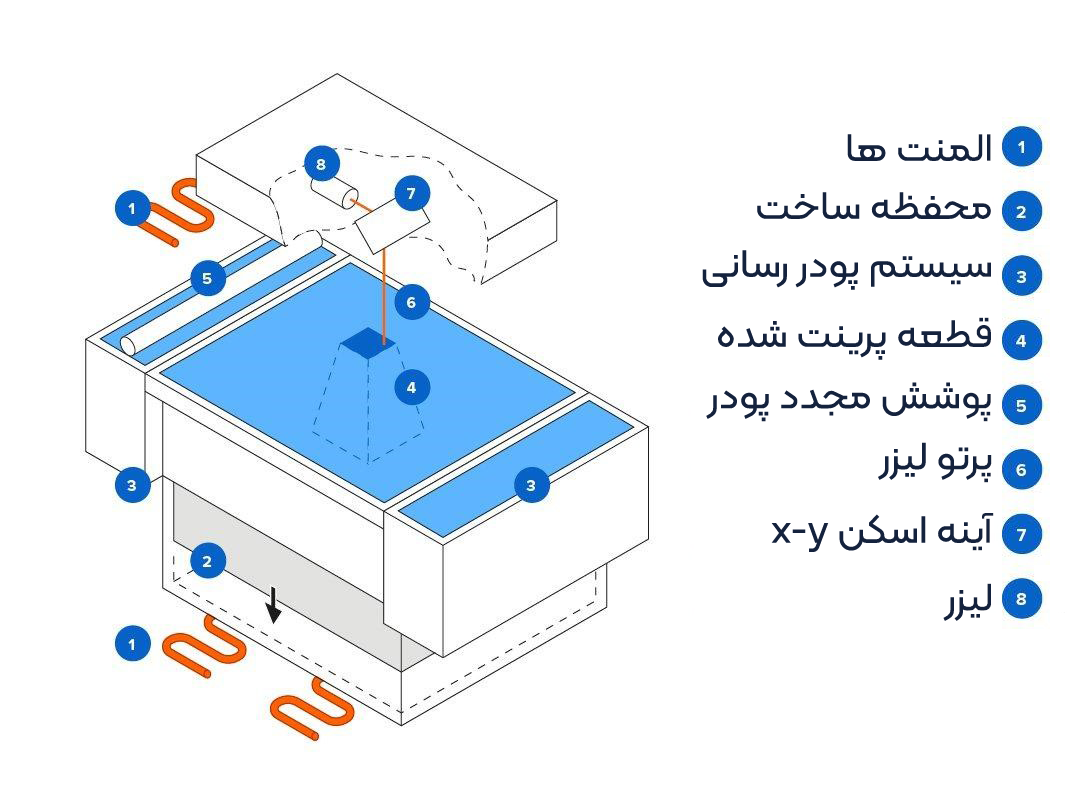
شماتیک فرآیند پخت انتخابی با لیزر. پرینت سه بعدی SLS از یک لیزر پرقدرت برای تبدیل ذرات کوچک پودر پلیمر به یک ساختار جامد بر اساس مدل سه بعدی استفاده می کند.
پرینت سه بعدی با پرینتر سه بعدی SLS:
پودر در یک لایه نازک در بالای یک سکوی داخل محفظه ساخت پراکنده می شود. پرینتر سه بعدی پودر را تا دمایی تا حدودی کمتر از نقطه ذوب ماده خام گرم می کند، که باعث می شود لیزر دمای نواحی خاصی از بستر پودر را آسان تر افزایش دهد، زیرا مدل را برای سفت شدن یک قطعه دنبال می کند.
لیزر مقطعی از مدل سه بعدی را اسکن می کند و پودر را دقیقاً در زیر یا درست در نقطه ذوب مواد گرم می کند. این ذرات را به صورت مکانیکی با هم ذوب می کند تا یک قطعه جامد ایجاد شود. پودر ذوب نشده به عنوان ساپورت برای قطعه عمل می کند و قطعه را از ساپورت بی نیاز می کند، سپس صفحه ساخت یک لایه به داخل محفظه ساخت پایین می آید، معمولا بین 50 تا 200 میکرون، و این روند برای هر لایه تکرار می شود تا زمانی که قطعات کامل شوند.
خنک سازی پس از پرینت سه بعدی:
پس از پرینت سه بعدی، صفحه پرینت باید کمی در داخل محفظه پرینت و سپس خارج از پرینتر سه بعدی خنک شود تا از خواص مکانیکی بهینه اطمینان حاصل شود و از تاب برداشتن در قطعات جلوگیری شود.
پس از پردازش قطعات پرینتی SLS:
قطعات پرینت سه بعدی شده باید از محفظه ساخت خارج شوند، جدا شوند و از پودر اضافی تمیز شوند. پودر را می توان بازیافت کرد و قطعات پرینت شده را می توان با هوای فشرده و یا غلتاندن پس از پردازش بیشتر کرد.

از آنجایی که پودر ذوب نشده به عنوان ساپورت در قطعات عمل میکنند نیازی به ساپورت های زیاد نمی باشد. این باعث می شود پرینت سه بعدی SLS برای هندسه های پیچیده، از جمله ویژگی های داخلی، برش های زیرین، دیوارهای نازک و ویژگی های منفی ایده آل باشد. قطعات تولید شده با پرینت سه بعدی SLS دارای ویژگی های مکانیکی عالی هستند، با استحکامی شبیه قطعات قالب گیری تزریقی.
تاریخچه پرینت سه بعدی SLS:
پرینت سه بعدی به روش پخت انتخابی با لیزر (SLS) یکی از اولین تکنیک های تولید افزودنی بود که در اواسط دهه 1980 توسط دکتر کارل دکارد و دکتر جو بیمن در دانشگاه تگزاس در آستین توسعه یافت. روش آنها از آن زمان برای کار با طیف وسیعی از مواد، از جمله پلاستیک، فلزات، شیشه، سرامیک و پودرهای مختلف مواد کامپوزیتی اقتباس شده است. امروزه، این فناوریها در مجموع به عنوان همجوشی بستر پودری طبقهبندی میشوند – فرآیندهای تولید افزودنی که در آن انرژی حرارتی به طور انتخابی مناطق یک بستر پودری را ذوب میکند.
دو سیستم پرینت سه بعدی همجوشی بستر پودری رایج امروزی مبتنی بر پلاستیک است که معمولاً SLS نامیده میشود و بر پایه فلز که بهعنوان پخت لیزری مستقیم فلز (DMLS) یا ذوب لیزری انتخابی (SLM) شناخته میشود. تا همین اواخر، سیستمهای همجوشی بستر پلاستیکی و فلزی بسیار گران و پیچیده بودند و استفاده از آنها را به مقادیر کمی از قطعات با ارزش یا سفارشی محدود میکردند، مانند قطعات هوافضا یا دستگاههای پزشکی.
نوآوری در این زمینه اخیراً افزایش یافته است و SLS مبتنی بر پلاستیک اکنون آماده است تا از سایر فناوریهای پرینت سه بعدی مانند استریولیتوگرافی (SLA) و مدل سازی رسوب ذوب شده (FDM) پیروی کند تا با سیستمهای در دسترس و فشرده مورد پذیرش گسترده قرار گیرد.
انواع پرینتر سه بعدی SLS :
همه پرینترهای سه بعدی پخت انتخابی با لیزر بر اساس فرآیندی که در بخش قبل توضیح داده شد ساخته شده اند. متمایز کننده اصلی نوع لیزر، اندازه حجم ساخت و پیچیدگی سیستم است. پرینتر های مختلف از محلولهای مختلفی برای کنترل دما، پخش پودر و رسوب لایه استفاده میکنند.
پخت انتخابی با لیزر به دقت بالا و کنترل دقیق در طول فرآیند پرینت نیاز دارد. دمای پودر به همراه قطعات (ناقص) باید در طی سه مرحله پیش گرم کردن، پخت و ذخیره سازی قبل از حذف در 2 درجه سانتیگراد کنترل شود تا تاب خوردگی، تنش های ناشی از گرما به حداقل برسد.
پرینتر سه بعدی SLS صنعتی قدیمی:
پرینت سه بعدی پخت انتخابی با لیزر یکی از محبوب ترین فناوری های پرینت سه بعدی برای متخصصان برای چندین دهه بوده است، اما پیچیدگی، الزامات و قیمت بالای آن، استفاده از آن را به دفاتر خدماتی و شرکت های بزرگ محدود کرده است.
این ماشین ها نیاز به تهویه مطبوع و برق صنعتی خاصی دارند و حتی کوچکترین ماشین های صنعتی حداقل 10 متر مربع از فضای نصب را اشغال می کنند. راه اندازی آنها با نصب و آموزش در محل چندین روز طول می کشد. گردش کار پیچیده و منحنی یادگیری شیب دار همچنین به این معنی است که این سیستم ها برای کار و نگهداری به یک تکنسین ماهر داخلی نیاز دارند.
با قیمت اولیه حدود 200000 دلار که بسیار فراتر از آن برای راه حل های کامل است، SLS صنعتی سنتی برای بسیاری از مشاغل غیرقابل دسترسی بوده است.
اولین پرینتر سه بعدی SLS صنعتی رومیزی:
درست مانند سایر فناوریهای پرینت سه بعدی مانند FDM یا SLA ، پرینتر های سه بعدی SLS کمهزینه و کم خرج اخیراً در بازار ظاهر شدهاند، اما در ابتدا، این راهحلها با مبادلات قابلتوجهی همراه بودند، از جمله کیفیت پایینتر قطعات و گردشهای کاری پیچیده و دستی. از فقدان راه حل های پس از پردازش، که استفاده از آنها را در محیط های صنعتی و تولیدی محدود می کرد.
اما پرینتر های جدید تر این شکاف را پر کرد و کیفیت بالا و گردش کار کامل و ساده را با کسری از هزینه سیستم های SLS صنعتی سنتی ارائه می کنند.
مواد اولیه پرینت سه بعدی SLS:
متداولترین ماده برای پرینت سه بعدی SLS نایلون است، یک ترموپلاستیک مهندسی با توانایی بالا برای نمونهسازی کاربردی و تولید نهایی. نایلون برای مجموعه های پیچیده و قطعات بادوام با پایداری محیطی بالا ایده آل است.
قطعات نایلونی پرینت سه بعدی SLS قوی، سفت، محکم و بادوام هستند. قطعات نهایی در برابر ضربه مقاوم هستند و می توانند سایش و پارگی مکرر را تحمل کنند. نایلون در برابر اشعه ماوراء بنفش، نور، گرما، رطوبت، حلال ها، دما و آب مقاوم است. قطعات نایلونی پرینت سه بعدی نیز می توانند زیست سازگار و حساس نباشند، به این معنی که برای پوشیدن و استفاده در بسیاری از زمینه ها ایمن هستند.
شما عزیزان برای مطالعه بیشتر راجب مواد اولیه و انواع پرینتر های سه بعدی می توانید مطالب ما را مطالعه نمایید.
نایلون برای طیف وسیعی از کاربردهای کاربردی، از مهندسی محصولات مصرفی گرفته تا مراقبت های بهداشتی، ایده آل است.
نایلون یک پلیمر ترموپلاستیک مصنوعی است که از خانواده پلی آمیدها است. این در انواع مختلفی موجود است که هر کدام برای کاربردهای مختلف طراحی شده است. نایلون 12 و نایلون 11 رایج ترین پودرهای تک جزئی هستند و هر دو را می توان با مواد دیگری مانند شیشه یا فیبر کربن تقویت کرد تا کامپوزیت هایی با خواص خاص مانند استحکام و استحکام افزوده ایجاد شود.
پرینتر های سه بعدی SLS همچنین می توانند قطعات TPU انعطاف پذیر را با آزادی و سهولت طراحی بی نظیر ایجاد کنند. ترکیبی از استحکام پارگی و کشیدگی بالا در هنگام شکستن مواد لاستیکی با تطبیق پذیری پرینت سه بعدی SLS، TPU برای تولید نمونه های اولیه انعطاف پذیر و ایمن برای پوست و قطعات مصرف نهایی که در برابر نیازهای استفاده روزمره مقاومت می کنند، ایده آل است.
انتخاب مواد خاص به مدل پرینتر سه بعدی شما بستگی دارد.
پودر نایلون 12:
ویژگی: مواد همه کاره با جزئیات بالا و دقت ابعادی عالی.
کاربرد پرینت سه بعدی با نایلون پودر 12:
- نمونه سازی با کارایی بالا
- تولید دسته ای کوچک
- جگ های دائمی، وسایل، و ابزار
- قطعات SLS عمومی

پودر نایلون 11:
ویژگی: مواد انعطاف پذیر، قوی و انعطاف پذیر برای زمانی که دوام و عملکرد کلیدی هستند.
کاربرد پرینت سه بعدی با پودر نایلون 11:
- نمونههای اولیه، جگها و وسایل مقاوم در برابر ضربه
- مجاری و محفظه های جدار نازک
- گیره، گیره، و لولا
- ارتز و پروتز

نایلون 12 GF:
ویژگی: یک ماده پر از شیشه با سفتی و پایداری حرارتی افزایش یافته برای محیط های صنعتی پر تقاضا
کاربرد پرینت سه بعدی با پودر GF12:
- فیکسچر مقاوم و قطعات تعویضی
- قطعات تحت بارگذاری پایدار
- رزوه ها و سوکت ها
- قطعات در معرض دمای بالا

پودر نایلون 11 CF:
ویژگی: با این ماده بسیار پایدار، سبک و با کارایی بالا، بهترین نایلون و فیبر کربن را دریافت کنید
کاربرد پرینت سه بعدی با پودر CF11:
- جایگزینی برای قطعات فلزی
- ابزار، جگ، وسایل
- تجهیزات با مقاومت بالا
- نمونه های اولیه ترکیبی کاربردی

پودر TPU 90A:
ویژگی: مقاومت و کشیدگی بالا در هنگام شکست و استحکام پارگی عالی برای نمونههای اولیه انعطافپذیر و ایمن برای رویه و قطعات مصرف نهایی.
کاربرد پرینت سه بعدی با پودر TPU 90A:
- پوشیدنی ها و عناصر لمسی نرم
- دمپر، بالشتک، و گیره
- واشر، مهر و موم، ماسک، تسمه، شاخه و لوله
- زیره کفش، آتل، ارتز و پروتز
مقایسه ویژگی مواد اولیه پرینت سه بعدی SLS:
مواد اولیه | NYLON 12 POWDER | NYLON 11 POWDER | NYLON 12 GF POWDER | NYLON 11 CF POWDER | TPU 90A POWDER |
کشش نهایی | 50 | 49 | 38 | 69 | 8.7 |
قدرت X (MPa) | N/A | N/A | N/A | 52 | 8.7 |
مقاومت کششی نهایی Y (MPa) | N/A | N/A | N/A | 38 | 7.2 |
مقاومت کششی نهایی Z (MPa) | 1850 | 1600 | 2800 | 5300 | N/A |
مدول کششی X (MPa) | 11 | 40 | 4 | 9 / 15 | 310 |
کشیدگی در شکست، X/Y (%) | 6 | N/A | 3 | 5 | 110 |
کشیدگی در زمان شکست، Z (%) | 32 | 71 | 36 | 74 | N/A |
کاربرد پرینت سه بعدی SLS:
پرینت سه بعدی SLS نوآوری را سرعت می بخشد و از مشاغل در طیف گسترده ای از صنایع از جمله مهندسی، تولید و مراقبت های بهداشتی پشتیبانی می کند.
کاربرد پرینت سه بعدی SLS در مهندسی:
- نمونه سازی سریع
- مدل هایی از محصولات برای بازخورد درونی مشتریان
- نمونه سازی عملکردی
- تست عملکردی دقیق محصولات (مانند کانال کشی، براکت)
کاربرد پرینت سه بعدی SLS در تولید:
- تولید قطعات مصرفی نهایی
- تولید دسته کوچک، استاپ گپ و پل
- محصولات مصرفی سفارشی انبوه
- قطعات جایگزین، قطعات پس از فروش، قطعات یدکی
- وسایل کمکی تولیدی بادوام و محکم مانند گیره و ابزار
- قطعات سفارشی خودرو یا موتور سیکلت، تجهیزات دریایی، نظامی
کاربرد پرینت سه بعدی SLS در مراقبت های بهداشتی:
- نمونه سازی تجهیزات پزشکی
- پروتز و ارتز (یعنی تعویض اندام + بریس)
- مدل های جراحی + ابزار
- قطعات مصرف نهایی (پودر نایلون 12 زیست سازگار + سازگار با استریل کردن است)
طرز کار پرینتر سه بعدی SLS
1. آماده کردن طرح سه بعدی:
از هر نرم افزار CAD یا داده های اسکن سه بعدی برای طراحی مدل خود استفاده کنید و آن را در قالب فایل قابل پرینت سه بعدی STL یا OBJ ذخیره کنید. هر پرینتر سه بعدی SLS دارای نرمافزاری با تنظیمات پرینت دقیق است که به شما در جهتیابی و چیدمان مدلها و همچنین تخمین زمان چاپ و برش مدل دیجیتال به لایهها برای پرینت سه بعدی کمک میکند. پس از تکمیل راهاندازی، نرمافزار آمادهسازی پرینت دستورالعملها را از طریق اتصال بیسیم یا کابلی به پرینتر سه بعدی ارسال میکند.
2. آماده سازی پرینتر سه بعدی:
نحوه آماده سازی پرینتر سه بعدی بسته به سیستم آن متفاوت است. اکثر سیستم های سنتی SLS برای آماده سازی و نگهداری نیاز به آموزش، ابزار و تلاش فیزیکی گسترده دارند.
پرینترهای سه بعدی جدید جریان کار SLS را برای پرینت سه بعدی کاربردی و عالی، آسان کرده اند.
3. انجام پرینت سه بعدی:
هنگامی که تمام بررسی های پیش از پرینت کامل شد، دستگاه آماده چاپ است. پرینت سه بعدی SLS بسته به اندازه و پیچیدگی قطعات و همچنین تراکم قطعه می تواند از چند ساعت تا چند روز طول بکشد.
پس از اتمام پرینت، محفظه ساخت باید قبل از رفتن به مرحله بعدی کمی در محفظه چاپ خنک شود. پس از آن، محفظه ساخت را می توان برداشت و یک محفظه جدید برای اجرای پرینت دیگری وارد کرد.
سپس محفظه ساختمان با قطعات پرینتر قبل از پردازش باید حتی بیشتر خنک شود تا از خواص مکانیکی بهینه اطمینان حاصل شود و از تاب برداشتن در قطعات جلوگیری شود. این ممکن است تا نیمی از زمان چاپ را ببرد.
4. خارج کردن قطعات پرینتی و بازیابی پودر:
پس از پردازش قطعات SLS در مقایسه با سایر فرآیندهای پرینت سه بعدی به حداقل زمان و کار نیاز دارد. این به راحتی مقیاس پذیر است و به دلیل نداشتن ساپورت، نتایج ثابتی را برای دسته ای از قطعات به همراه دارد.
پس از خنک شدن قطعه پرینت شده، می توان قطعات تمام شده را از محفظه ساخت خارج کرد و از پودر پخته نشده جدا کرد.
5. پردازش قطعات پرینت شده:
پس از جدا کردن قطعات، مدیا بلاست یک مرحله حیاتی برای پودرزدایی کامل قطعات پرینت سه بعدی SLS و دستیابی به یک روکش صاف و بدون پودر است. این پودر شل را از بین می برد و Surface Armor نیمه پخته شده را از قطعات چاپ شده شما پاک می کند.
قطعات پرینت شده SLS سه بعدی پس از بازیابی پودر آماده استفاده هستند. با این حال ، چندین مرحله پس پردازش دیگر وجود دارند که ممکن است شما برای قطعات پخته شده لیزری انتخابی در نظر بگیرید.
به طور پیش فرض ، پرینت های SLS سه بعدی دارای سطح زبر هستند. Formlabs استفاده از هوای فشرده یا غلتاندن را برای به دست آوردن سطح نرم تر در قطعات SLS توصیه می کند. قطعات می توانند با اسپری رنگ ، لاک الکل و آبکاری پوشش داده شوند تا به رنگ، سطح و خصوصیات مختلف مورد نظر به عنوان مثال ، ضد آب بودن (پوشش) و رسانایی (آبکاری) برسند.

چرا پرینت سه بعدی SLS را انتخاب کنید؟
مهندسان و تولیدکنندگان، پرینت سه بعدی SLS را به دلیل آزادی طراحی، بهرهوری و توان عملیاتی بالا، هزینه کم برای هر قطعه و مواد ثابت شده و مصرف نهایی آن انتخاب میکنند.
آزادی در طراحی:
بیشتر فرآیندهای تولید افزودنی، مانند استریولیتوگرافی (SLA) و مدلسازی رسوب ذوب شده (FDM)، برای ساخت طرحهایی با ویژگیهای آویزان نیاز به ساپورت دارند.
پرینت سه بعدی SLS نیازی به ساپورت ندارد زیرا پودر پخته نشده در حین پرینت قطعات را احاطه می کند. پرینت سه بعدی SLS میتواند هندسههای پیچیدهای را که قبلا غیرممکن بود، مانند قطعات به هم پیوسته یا متحرک، قطعات با اجزای داخلی یا کانالها و دیگر طرحهای بسیار پیچیده ایجاد کند.

مهندسان به طور کلی قطعات را با در نظر گرفتن قابلیت های فرآیند ساخت نهایی که به نام طراحی برای ساخت (DFM) نیز شناخته می شود، طراحی می کنند. هنگامی که تولید افزودنی برای نمونه سازی به تنهایی استفاده می شود، به قطعات و طرح هایی محدود می شود که ابزارهای تولید معمولی در نهایت می توانند در طول تولید بازتولید کنند.
از آنجایی که SLS انتخابی تبدیل به یک روش تولید سریع برای تعداد فزاینده ای از کاربردهای نهایی می شود، این پتانسیل را دارد که امکانات جدیدی را برای طراحی و مهندسی ایجاد کند. پرینترهای سه بعدی SLS می توانند هندسه های پیچیده ای را تولید کنند که ساخت آنها با فرآیندهای سنتی غیرممکن یا بسیار پرهزینه است. SLS همچنین به طراحان قدرت میدهد تا مجموعههای پیچیدهای را که معمولاً به چندین بخش در یک بخش نیاز دارند، ادغام کنند. این به کاهش مفاصل ضعیف و کاهش زمان مونتاژ کمک می کند.
پرینت سه بعدی SLS میتواند طراحی مولد را با توانمندسازی طرحهای سبک وزن که از ساختارهای شبکهای پیچیده استفاده میکنند که با روشهای سنتی ساخته نمیشوند، به پتانسیل کامل خود برساند.
بهره وری و توان عملیاتی بالا در پرینت سه بعدی:
پرینت سه بعدی SLS سریعترین فناوری تولید افزودنی برای نمونه های اولیه کاربردی و بادوام و قطعات مصرفی نهایی است. لیزرهایی که پودر را ذوب میکنند، سرعت اسکن بسیار سریعتری دارند و از روشهای رسوب لایهای که در فرآیندهای دیگر مانند FDM صنعتی استفاده میشوند، دقیقتر هستند.
چندین قسمت را می توان در حین پرینت مرتب کرد تا فضای ساخت موجود در هر دستگاه به حداکثر برسد. اپراتورها از نرمافزاری برای بهینهسازی هر ساخت برای بالاترین بهرهوری استفاده میکنند که تنها کمترین فاصله را بین قطعات باقی میگذارد.
قابلیت پرینت سه بعدی محصولات مصرف نهایی:
کلید کارایی و تطبیق پذیری پرینت سه بعدی SLS مواد است. نایلون، کامپوزیت های نایلونی و TPU ترموپلاستیک های با کیفیت و اثبات شده ای هستند. قطعات نایلونی پخته شده با لیزر دارای چگالی نزدیک به 100 درصد با خواص مکانیکی قابل مقایسه با قطعات ایجاد شده با روشهای تولید معمولی مانند قالبگیری تزریقی هستند.

نایلون SLS یک جایگزین عالی برای پلاستیک های قالب گیری تزریقی رایج است. این اتصالات و اتصالات مکانیکی عالی را در مقایسه با سایر فناوری های تولید افزودنی ارائه می دهد. برای کاربردهای کاربردی که به قطعات پلاستیکی نیاز دارند که در جایی دوام داشته باشند که قطعات تولید شده با سایر روشهای AM در طول زمان تخریب و شکننده میشوند، ایدهآل است.
SLS TPU یک جایگزین عالی برای فرآیندهای قالبگیری سنتی و راهحلی برتر برای سایر روشهای پرینت سه بعدی برای تولید قطعات انعطافپذیر سخت و بادوام است. این برای نمونه سازی سریع، کمک های تولید بر اساس تقاضا و قطعات سفارشی یا کم حجم ایده آل است.
هزینه رقابتی هر قطعه:
محاسبه هزینه هر قطعه معمولاً مستلزم در نظر گرفتن هزینه های مالکیت تجهیزات، مواد و هزینه های کار است:
مالکیت تجهیزات: هر چه یک ماشین بتواند قطعات بیشتری را در طول عمر خود تولید کند، هزینه های قابل انتساب به هر قطعه جداگانه کمتر می شود. در نتیجه، بهره وری بالاتر منجر به کاهش هزینه های مالکیت تجهیزات بر اساس هر قطعه می شود. با توجه به سرعت اسکن سریع لیزر، تودرتوی قطعات برای به حداکثر رساندن ظرفیت ساخت و پردازش ساده پس از پردازش، پرینت سه بعدی SLS بالاترین بهره وری و توان عملیاتی را در بین تمام تکنیک های تولید افزودنی های پلاستیکی ارائه می دهد.
مواد: در حالی که بیشتر فناوریهای پرینت سه بعدی از مواد اختصاصی استفاده میکنند، نایلون یک ماده معمولی است که در مقادیر زیاد برای مقاصد صنعتی تولید میشود و آن را به یکی از کم هزینهترین مواد خام برای تولید افزودنی تبدیل میکند. از آنجایی که پرینت سه بعدی SLS به ساپورت نیاز ندارد و امکان چاپ با پودر بازیافتی را فراهم می کند، این فرآیند حداقل ضایعات را تولید می کند.
کار: پاشنه آشیل بسیاری از راه حل های پرینت سه بعدی، کار است. بیشتر فرآیندها دارای گردشهای کاری پیچیدهای هستند که خودکار کردن آنها سخت است، که میتواند به طور قابلتوجهی بر هزینه هر قطعه تأثیر بگذارد. گردش کار ساده پس از پردازش پرینت سه بعدی SLS به این معنی است که به نیروی کار کمتری نیاز است و مقیاس کردن فرآیند آسان است.
به صورت کلی پرینتر سه بعدی SLS از سطح پرینت عالی و مقاومت قطعات پرینتی بسیار بالایی برخوردار می باشد ولی هزینه های بسیار بالای این دستگاه ها مانع همه گیری و عمومی شدن این پرینتر سه بعدی شده است.
دکتر پرینتر ارائه دهنده تخصصی خدمات پرینت سه بعدی و تعمیرات پرینتر سه بعدی امیدوار است این مطلب برای شما مفید بوده باشد.